Blog
Common CO₂ Laser Maintenance Mistakes and How to Avoid Them
Table of Contents
If you run a CO₂ laser cutter in a sign shop or fabrication business, you already know the machine is the engine of your production. What many operators underestimate is how often avoidable maintenance mistakes — not hardware failure — are the real cause of poor cuts, unexpected downtime, and expensive repairs. This guide breaks down the most common CO₂ laser cutting maintenance mistakes, why they happen, and exactly how to avoid them so you keep production stable and your equipment lasting longer.
Quick Answer: Common CO₂ Laser Maintenance Mistakes and How to Avoid Them
The most common CO₂ laser maintenance mistakes are neglecting lens and mirror cleaning, using the wrong cleaning materials, ignoring the water chiller, skipping optics alignment, running without proper ventilation, missing tube wear signs, and avoiding routine calibration. Each one quietly degrades cut quality and shortens machine life.
The Most Common CO₂ Laser Maintenance Mistakes at a Glance
Before going deep, here is a fast reference connecting each maintenance mistake to its real production impact. This is the part most generic guides leave out.
Maintenance Mistake | Result / Production Impact |
Dirty or skipped lens & mirror cleaning | Power loss, fuzzy edges, incomplete cuts, scorched material |
Wrong cleaning solvents or wiping method | Scratched coatings, permanent optic damage |
Ignoring the water chiller / temperature | Tube overheating, cracked glass, sudden power drop |
Misaligned optics | Uneven cutting, wasted material, reduced tube life |
Poor ventilation / exhaust | Fume buildup, residue on optics, fire risk |
Ignoring tube wear | Gradual power loss, failed jobs at the worst time |
Skipping calibration | Inconsistent depth, dimensional errors, rework |
Why CO₂ Laser Maintenance Matters for Performance and Lifespan
A CO₂ laser is a precision system. The beam passes through a sealed or RF tube, reflects off a series of mirrors, and is focused by a lens before it ever touches your material. Every component in that path has to stay clean, aligned, and cooled within tight tolerances. When one element drifts out of spec, the whole system compensates — usually by losing power, producing weaker cuts, or stressing the tube.
The cost of neglect is rarely a single dramatic failure. It is the slow erosion of cut quality and the steady shortening of component life. A tube rated for 8,000 to 10,000 hours can fail far earlier if it routinely overheats. A focusing lens that should last many months can be ruined in a single careless cleaning. For a production shop, that translates directly into scrap, missed deadlines, and emergency repair bills. Consistent maintenance is the cheapest insurance you can buy against all of it.
Read More: Fiber Lasers vs CO₂ Lasers for Metal
The Most Common CO₂ Laser Maintenance Mistakes
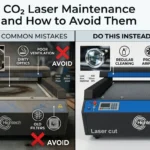
Neglecting Lens and Mirror Cleaning
This is the single most frequent mistake in CO₂ laser maintenance, and it is also the most damaging over time. Smoke, resin, and fine debris from cutting accumulate on the focusing lens and mirrors. Even a thin film absorbs laser energy instead of transmitting or reflecting it, which both reduces cutting power and heats the optic itself — accelerating its failure.
How to avoid it: Inspect the focusing lens daily and the mirrors weekly under normal production load. Clean optics whenever you see haze, residue, or a drop in cutting power. In a busy shop cutting acrylic or wood, the lens may need cleaning every shift.
Using Incorrect Cleaning Materials or Methods
Operators who do clean their optics often damage them by using the wrong materials. Paper towels, shop rags, household glass cleaner, or rubbing an optic dry will scratch the delicate coatings on a CO₂ lens or mirror. Once a coating is scratched, that optic is finished — no cleaning brings it back.
How to avoid it: Use lens-grade cotton swabs or optical tissue with reagent-grade isopropyl alcohol or a dedicated optics cleaner. Wet the surface, wipe gently in one direction, and never reuse the same swab. Always handle optics by the edges.
Ignoring Water Chiller Maintenance and Temperature Control
The CO₂ tube generates significant heat, and the chiller exists to keep it within a safe operating window. Letting coolant levels drop, running with stale or contaminated water, or ignoring rising water temperature is one of the fastest ways to crack a tube or cause an abrupt loss of output power. Many “dead tube” failures are really cooling failures.
How to avoid it: Check coolant level and temperature before every production run. Keep water within the manufacturer’s specified range (commonly around 18–22°C), use distilled or deionized water, and flush the system on a regular schedule. Never fire the laser if the chiller is not running.
Failing to Align Laser Optics Regularly
Over time, vibration, gantry movement, and component handling can knock the beam path slightly out of alignment. A misaligned beam strikes mirrors and the lens off-center, causing uneven cuts on different parts of the bed, reduced power at the workpiece, and extra wear on the optics it clips.
How to avoid it: Perform a beam alignment check on a regular interval and any time you replace a mirror, lens, or the tube. Use the masking-tape pulse method at each mirror to confirm the beam hits center across the full travel of the machine.
Running the Machine Without Proper Ventilation
Cutting and engraving release fumes and particulate that must be pulled away from the work area. A weak or clogged exhaust lets smoke linger inside the cabinet, where it settles directly onto the lens and mirrors — forcing you right back into the cleaning problem. Poor ventilation is also a genuine fire and health hazard.
How to avoid it: Verify airflow before each shift, clean or replace exhaust filters on schedule, and make sure ducting is free of debris and kinks. Pair the exhaust with proper air assist at the nozzle to keep smoke off the lens and clear debris from the cut.
Overlooking Tube Wear and Replacement Timing
A CO₂ tube does not usually fail all at once — it fades. Output power gradually declines until cuts that used to take one pass now need two or three. Shops that ignore this trend end up running the machine harder to compensate, which stresses every other component, until the tube finally dies mid-job.
How to avoid it: Track cutting performance over time. If you need noticeably more power or more passes for the same material, the tube is wearing out. Glass CO₂ tubes typically last 8,000–10,000 hours; plan replacement before failure rather than after, so it does not happen during a deadline.
Skipping Routine Machine Calibration
Focus height, power settings, and motion calibration all drift with use. When they do, you get inconsistent cut depth, dimensional errors on parts, and engraving that varies across the bed. Operators often blame the material or the file when the real culprit is an uncalibrated machine.
How to avoid it: Confirm focal distance with the manufacturer’s focus tool whenever you change material thickness, and run periodic test cuts to verify power and speed settings still produce clean, consistent results.
Read More: Fiber laser vs CO2 laser: which for signage?
CO₂ Laser Maintenance Checklist (Daily, Weekly, Monthly)
A simple, written maintenance routine is what separates shops that fight constant problems from shops that run smoothly. Build the tasks below into your workflow.
Daily Maintenance Tasks for Stable Performance
- Check chiller coolant level and water temperature before powering the laser.
- Inspect the focusing lens for residue or haze; clean if needed.
- Confirm the exhaust and air assist are running with strong airflow.
- Clear debris and cutting residue from the bed and beneath the work area.
Weekly Inspection and Cleaning Routine
- Clean all mirrors and re-inspect the lens more thoroughly.
- Check rails, belts, and bearings for debris; wipe and lubricate guide rails per spec.
- Inspect exhaust filters and clean or replace as required.
- Run a quick test cut to confirm power and edge quality are consistent.
Monthly Preventive Maintenance Checklist
- Perform a full beam alignment check across the entire bed.
- Inspect coolant condition and top up or replace water as needed.
- Check all electrical connections and wiring for wear or looseness.
- Verify focal distance calibration and recalibrate if drift is found.
Annual Service and Component Replacement
- Flush and refill the entire cooling system with fresh distilled water.
- Assess tube output and budget for replacement if power has dropped.
- Replace worn consumables: nozzles, filters, and any degraded optics.
- Consider a professional service inspection of motion and control systems.
How Poor Maintenance Affects CO₂ Laser Cutting Quality
Maintenance neglect shows up directly in your finished parts. A dirty or misaligned optic produces wider, fuzzier kerf lines and scorched edges, especially on acrylic and wood where edge clarity matters most. A weakening tube or poor focus leaves incomplete cuts that tear when removed, forcing rework or scrap. Inconsistent calibration causes dimensional drift, so parts that should be identical come out slightly different across the sheet.
In a real sign shop, these issues compound fast. Picture a batch of fifty acrylic letters: a hazy lens drops power just enough that ten letters don’t cut through, the operator runs a second pass that over-burns the edges, and the whole batch is scrapped. The material loss is bad, but the lost production hours and the missed customer deadline cost far more. That is the true price of skipped maintenance.
Best Practices for CO₂ Laser Maintenance (Expert Tips)
Proper Air Assist and Exhaust System Setup
Air assist does two jobs: it blows molten debris and smoke out of the cut, and it shields the lens from rising fumes. Pair it with an exhaust system sized for your machine so smoke is pulled away rather than recirculated. Keep nozzle, air lines, and ducting clean — a partially blocked nozzle changes cut quality just as much as a dirty lens.
Maintaining Stable Cooling for Consistent Output
Treat the chiller as a core part of the laser, not an accessory. Stable coolant temperature keeps tube output consistent from the first cut to the last. Use distilled or deionized water, keep the chiller in a ventilated spot so it can shed heat, and never let the coolant get warm during long production runs. Consistent cooling is one of the biggest levers for extending tube life.
Operator Training and Workflow Discipline
The best maintenance schedule fails if operators don’t follow it. Most damage in busy shops comes from rushed habits — firing the laser before the chiller stabilizes, wiping a lens with whatever cloth is nearby, or ignoring an early power drop. Train every operator on the daily checklist, keep proper cleaning supplies stocked at the machine, and make the routine a non-negotiable part of startup and shutdown. Workflow discipline protects the equipment far more than any single tool.
Read More: How to Design Parts for Laser Cutting
CO₂ Laser Maintenance Cost vs Machine Replacement Cost
The economic case for maintenance is straightforward. Routine upkeep — cleaning supplies, coolant, filters, the occasional optic, and periodic tube replacement — is a modest, predictable operating expense. Neglect converts that predictable cost into unpredictable, much larger losses.
Factor | Proactive Maintenance | Neglect / Reactive Repair |
Optics | Periodic cleaning, occasional lens | Ruined coatings, frequent replacement |
Tube | Replaced on schedule near end of life | Premature failure, often mid-job |
Downtime | Planned, minimal | Sudden, during deadlines |
Cut quality | Consistent, low scrap | Variable, high scrap & rework |
Overall cost | Low and predictable | High and unpredictable |
Replacing a machine because it was run into the ground is the most expensive outcome of all. A few minutes of daily care and a disciplined checklist keep a well-built CO₂ laser productive for many years — making maintenance the highest-return habit in the shop. And when it genuinely is time to upgrade, choosing well-supported CO₂ laser cutting and engraving machines makes that ongoing maintenance far easier to keep up with.
Conclusion: How Proper CO₂ Laser Maintenance Prevents Costly Mistakes
Almost every serious CO₂ laser problem traces back to a small, avoidable maintenance mistake — a dirty lens, a warm chiller, a beam left out of alignment, a tube run past its prime. None of these require advanced skill to prevent. They require a consistent routine and operators who treat maintenance as part of production, not an afterthought.
Build the daily, weekly, and monthly checklist into your shop’s workflow, train your team on proper cleaning and cooling, and track tube performance over time. Do that, and you’ll cut downtime, hold steady cut quality, extend the life of an expensive machine, and protect your production schedule — turning maintenance from a chore into one of the smartest investments your shop makes. If you’re evaluating new equipment to build that routine around, explore HT Industry’s range of CO₂ laser cutting and engraving machines designed for demanding production environments.
Frequently Asked Questions
What are the most common CO₂ laser maintenance mistakes?
The most common mistakes are neglecting lens and mirror cleaning, using the wrong cleaning materials, ignoring chiller and temperature control, skipping optics alignment, running without proper ventilation, overlooking tube wear, and skipping calibration.
How often should a CO₂ laser be cleaned?
Inspect and clean the focusing lens daily under normal production, and clean the mirrors at least weekly. High-residue materials like acrylic and wood may require lens cleaning every shift.
What happens if you don’t maintain a CO₂ laser?
You get gradual power loss, poor and inconsistent cut quality, scorched edges, more scrap and rework, and a much higher risk of sudden tube or optic failure — usually leading to expensive emergency repairs and downtime.
How long does a CO₂ laser tube last with proper maintenance?
Glass CO₂ tubes typically last around 8,000 to 10,000 operating hours when cooling and alignment are properly maintained. Poor cooling or constant overheating can cut that lifespan dramatically.
What is the best way to clean CO₂ laser mirrors and lenses?
Use lens-grade swabs or optical tissue with reagent-grade isopropyl alcohol or a dedicated optics cleaner. Wipe gently in one direction, use each swab only once, handle optics by the edges, and never use paper towels or household cleaners.
Can poor maintenance damage a CO₂ laser permanently?
Yes. Scratched optic coatings, a tube cracked by overheating, and components worn out by misalignment can all cause permanent, unrepairable damage that requires full replacement.
How do I extend the life of my CO₂ laser machine?
Keep optics clean, maintain stable cooling with clean water, align the beam regularly, ensure strong ventilation and air assist, calibrate consistently, and follow a written daily, weekly, and monthly maintenance routine.
latest contents