Blog
A Guide to CNC Router Axis: Differences Between 3, 4 and 5 Axis Machines
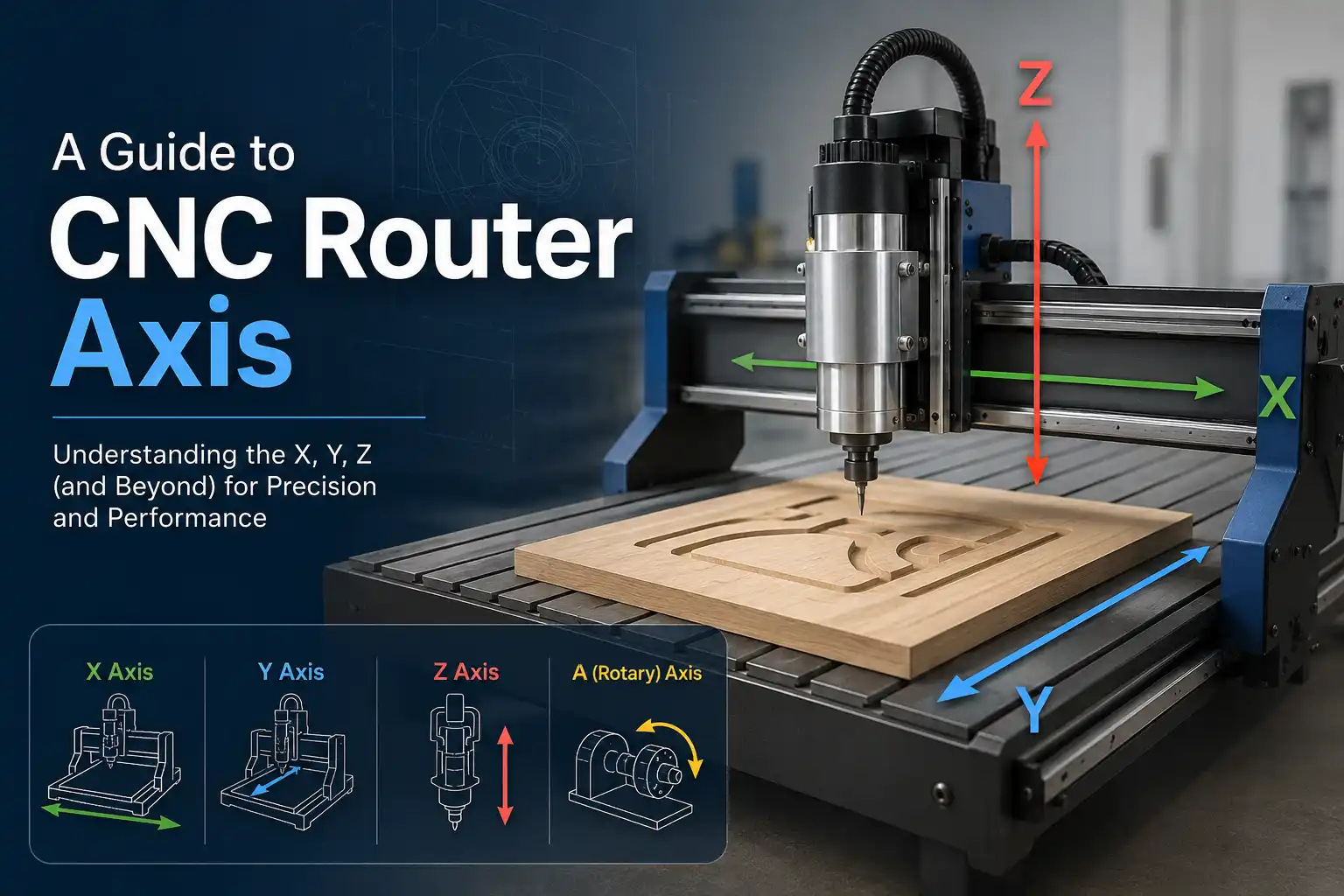
Table of Contents
This guide to CNC router axis configurations explains the practical differences between 3-axis, 4-axis, and 5-axis CNC machines, and—more importantly—how to choose the right one for your production. Most articles stop at definitions. Here, the focus is on a real decision framework: matching axis capability to part complexity, setup time, precision needs, and cost so you avoid both under-spec and over-spec machines. Whether you run a woodworking shop, a metal fabrication facility, or an industrial production line, understanding CNC multi-axis machining will help you improve efficiency and protect your return on investment.
Quick Answer: What's the difference between 3, 4 & 5 Axis CNC Milling?
CNC router axes define how a machine moves to cut a part. A 3-axis machine moves the tool along X, Y, and Z. A 4-axis adds one rotary axis for cylindrical and multi-surface work. A 5-axis adds two rotary axes, letting the tool approach a part from almost any angle for complex, high-precision parts in a single setup.
Understanding the Key CNC Router Axis Configurations That Affect Performance
Before comparing machines, it helps to understand exactly what each axis does and how additional axes expand what the machine can produce. Each added axis changes how the tool reaches the material, which directly affects setup time, surface finish, and the complexity of parts you can make.
X, Y, and Z Axis Movement in CNC Machines
Every CNC router is built on three linear axes. The X and Y axes control movement across the horizontal plane, while the Z axis controls vertical depth. Together they let the tool travel left and right, forward and back, and up and down. This three-axis movement is enough to cut flat sheets, route pockets, engrave surfaces, and produce a huge range of parts. It is the foundation of all CNC machining, and for many shops it handles the bulk of daily work.
What the 4th Axis Adds to Machining Capability
A 4-axis machine introduces a rotary axis, usually rotation around the X axis. Instead of cutting only the top face of a fixed part, the machine can rotate the workpiece to expose its sides. This is invaluable for cylindrical parts, such as table legs, columns, or shafts, and for engraving continuously around a round surface. The key benefit is fewer manual repositions: work that would require several setups on a 3-axis machine can often be completed in one on a 4-axis machine.
How 5-Axis CNC Machines Enable Complex Geometries
A 5-axis machine adds two rotary axes to the three linear ones. This lets the cutting tool approach the part from virtually any orientation, reaching undercuts, angled faces, and contoured surfaces that would be impossible or require multiple setups otherwise. Five-axis machining excels at complex geometries such as molds, impellers, and aerospace components, where precision and surface quality are critical. Because the part is cut in a single setup, accuracy improves and cumulative positioning errors from re-clamping are eliminated.
Read More: How to Choose a CNC Router for Signage
How 3-Axis, 4-Axis, and 5-Axis CNC Machines Work Together in Production
In real manufacturing environments, these machines are not rivals so much as tools for different jobs. A well-run shop often uses each where it makes the most sense, balancing simplicity, flexibility, and precision against throughput and cost.
Balancing Simplicity, Flexibility, and Precision
A 3-axis machine is simple to program and fast for straightforward parts, making it ideal for high-volume simple work. A 4-axis machine adds flexibility for round and multi-surface parts. A 5-axis machine delivers maximum precision and geometric freedom for complex components. Choosing the right balance means understanding which of these priorities drives your production, rather than assuming the most capable machine is always the best fit.
Reducing Setup Time Through Multi-Axis Machining
Setup time is one of the most overlooked costs in machining. Every time a part is re-clamped, an operator spends time repositioning and re-zeroing, and each new setup introduces a chance for error. Multi-axis machines cut the number of setups dramatically. A part needing four separate operations on a 3-axis machine may be finished in one on a 5-axis machine, increasing throughput and freeing operators for other work.
Avoiding Limitations in Tool Access and Part Geometry
The biggest limitation of a 3-axis machine is tool access: the tool can only reach surfaces it can approach vertically. Angled faces, undercuts, and the underside of a part are out of reach without repositioning. Four-axis rotation solves part of this for cylindrical work, while five-axis machining removes most access limitations entirely. Recognizing where your parts hit these limits is the clearest signal of which configuration you actually need.
Recommended CNC Axis Configurations for Different Applications
Choosing the right machine configuration depends on the parts you manufacture and the industries you support. Visit our CNC Routers And Blade Cutters category to explore available machines, compare options, and find the ideal solution for your production requirements.
3-Axis CNC Machines for Simple Parts and Basic Production
For flat panels, cabinetry, signage, basic woodworking, and prismatic parts, a 3-axis CNC router is often the most cost-effective and productive choice. It is easy to program, fast to run, and reliable for high-volume simple parts. Many professional production shops rely on 3-axis machines for the majority of their output, proving that a 3-axis machine is more than capable of serious commercial work.
Read More: Best CNC Routers and Blade Cutters
4-Axis CNC Machines for Cylindrical and Multi-Surface Parts
When work involves rounded or multi-faced parts—furniture components, decorative columns, turned elements, or parts that need machining on several sides—a 4-axis machine reduces setups and improves consistency. It is a natural step up for woodworking and furniture producers and for shops that frequently rotate parts to finish multiple faces.
5-Axis CNC Machines for Complex and High-Precision Components
For molds, aerospace and automotive components, prototypes with complex contours, and any part requiring machining from multiple angles in one setup, a 5-axis machine is the right tool. Industries such as aerospace, automotive, and mold making depend on 5-axis machining for the precision, surface quality, and single-setup accuracy that complex parts demand.
Common CNC Axis Selection Mistakes That Reduce Efficiency
Choosing the wrong configuration is costly in both directions. These are the most frequent mistakes buyers make when weighing a 3 axis vs 4 axis CNC machine decision, or moving up to 5-axis.
Choosing Based Only on Price Instead of Capability
The lowest-priced machine is not a bargain if it cannot make your parts efficiently. Buying purely on price often leads to excessive setups, slower production, and an early forced upgrade. Conversely, overpaying for a 5-axis machine to produce flat parts ties up capital with no return. The goal is capability matched to workload, not the cheapest or the most advanced option.
Underestimating Setup Time and Production Flow
Buyers frequently compare machines on cutting speed alone and ignore setup and repositioning time. For parts with multiple faces, a less expensive 3-axis machine can end up slower and more error-prone overall than a multi-axis machine that finishes the part in one setup. Always evaluate the full production flow, not just spindle speed.
Ignoring Part Complexity and Future Production Needs
A machine that fits today’s simplest parts may not support the work you win next year. Failing to account for growing part complexity or rising volume leads to premature replacement. Smart buyers choose a configuration that covers current needs with realistic room to grow, so the machine supports expansion instead of capping it.
How HT Industry CNC Systems Help Achieve Higher Manufacturing Performance
HT Industry designs and manufactures a complete range of CNC router machines, including 3-axis, 4-axis, and 5-axis systems, built for every level of production complexity—from entry-level fabrication shops to advanced industrial manufacturing environments. Rather than offering a single machine, the range is part of a complete manufacturing solution that lets buyers match capability precisely to their workload.
These machines are engineered for stability, precision, and high production efficiency, making them well suited to woodworking, metal fabrication, signage production, automotive components, and prototyping. Beyond raw performance, HT Industry CNC systems are built for long-term reliability and ease of operation, helping businesses scale production without unnecessary complexity. Customers can choose from different machine configurations and customization options based on their workflow requirements, material types, and production volume.
Investing in the right HT Industry CNC router system helps manufacturers increase production efficiency, improve machining accuracy and consistency, reduce operational bottlenecks, and achieve better ROI through optimized workflows.
Frequently Asked Questions
What is the difference between 3-axis, 4-axis, and 5-axis CNC machines?
A 3-axis machine moves the tool along three linear directions (X, Y, Z). A 4-axis machine adds one rotary axis to turn the part. A 5-axis machine adds a second rotary axis, letting the tool reach nearly any face of a part in a single setup. More axes mean greater geometric freedom but higher cost and programming complexity.
Which CNC router axis is best for my business?
A 3-axis machine moves the tool along three linear directions (X, Y, Z). A 4-axis machine adds one rotary axis to turn the part. A 5-axis machine adds a second rotary axis, letting the tool reach nearly any face of a part in a single setup. More axes mean greater geometric freedom but higher cost and programming complexity.
Is a 5-axis CNC machine always better than a 3-axis machine?
No. A 5-axis machine is more capable but also more expensive and complex to program. For flat or simple parts, a 3-axis machine is faster, cheaper, and more efficient. The best machine is the one that matches your part complexity and volume.
What industries use 4-axis and 5-axis CNC machines?
Four-axis machines are common in woodworking, furniture, and decorative manufacturing. Five-axis machines are widely used in aerospace, automotive, mold making, and precision prototyping, where complex shapes and tight tolerances are required.
Does more CNC axes always mean better accuracy?
Not automatically. More axes reduce the number of setups, which lowers cumulative positioning error on complex parts. But for simple parts, a well-maintained 3-axis machine can be just as accurate. Accuracy depends on machine quality, programming, and setup as much as axis count.
Does more CNC axes always mean better accuracy?
Choosing on price alone instead of capability. An under-spec machine causes extra setups and forces an early upgrade, while an over-spec machine wastes capital. Matching the machine to real workload requirements is the most important decision.
Can a 3-axis CNC machine handle professional production work?
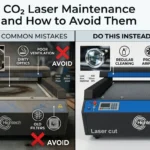
CO₂ lasers are designed for non-metals such as acrylic, wood, MDF, leather, and many plastics. For cutting metal, use a fiber laser instead.
Conclusion: Choosing the Right Balance Between Capability, Precision, and Cost Efficiency
Choosing a CNC router axis configuration is not about finding the most advanced machine—it is about finding the right balance between capability, precision, and cost for the parts you actually produce. A 3-axis machine remains the workhorse for simple, high-volume work; a 4-axis machine adds valuable flexibility for cylindrical and multi-surface parts; and a 5-axis machine unlocks complex geometries and single-setup precision. By matching axis capability to real production requirements and planning for future growth, manufacturers can reduce bottlenecks, improve quality, and maximize return on every machine they buy.
latest contents