Blog
Nitrogen vs Oxygen in Laser Cutting (2026)
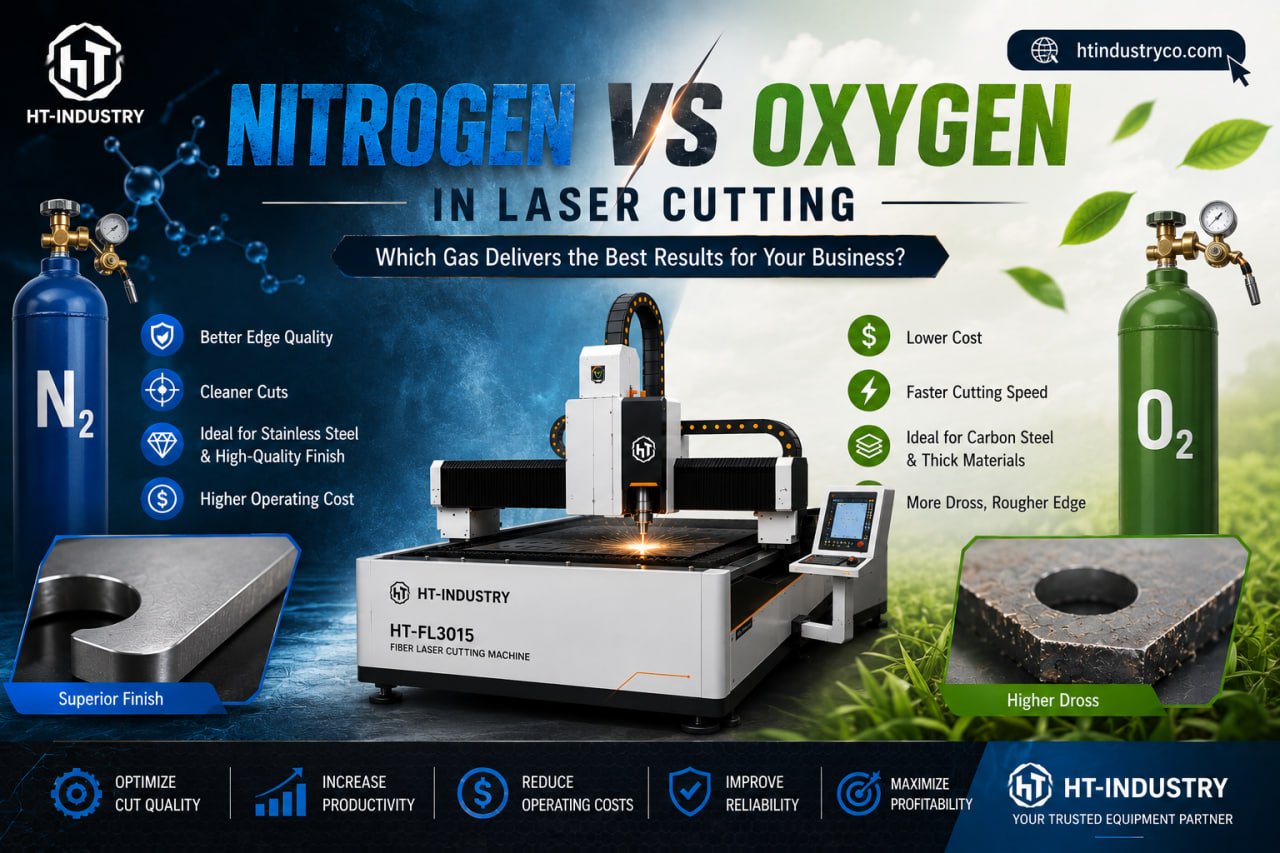
Table of Contents
Choosing between nitrogen and oxygen is one of the highest-leverage decisions on your shop floor. It changes your cutting speed, the look and weldability of every edge, the consumables bill, and — the part most shops underestimate — the labor hours spent grinding and deburring after the cut. This guide breaks down both gases (plus the emerging mixed-gas option), tells you exactly which to use for each material and thickness, and shows you how to calculate the cost that actually matters: cost per finished part.
Quick Facts
Use oxygen (O₂) for thick mild and carbon steel where speed and gas economy matter and the edge will be cleaned, painted, or hidden.
Use nitrogen (N₂) for stainless, aluminum, brass, and any cosmetic, weld-ready, or corrosion-sensitive part.
Consider mixed gas for high-volume mild steel that still needs a clean, burr-free edge.
Why Assist Gas Matters
Assist gas is not an accessory to laser cutting — it is part of the cut itself. Every time the beam melts metal, a stream of gas does three jobs at once:
1. Ejects molten material. High-pressure gas blows the melt out of the kerf before it can resolidify, keeping the cut clean and the kerf narrow.
2. Controls oxidation. Depending on the gas, it either feeds the cut with oxygen to add heat, or shields the molten edge from oxygen to keep it bright.
3. Influences thermal dynamics. The gas changes how much heat enters the part, which drives edge quality, heat-affected zone (HAZ) size, and dross formation.
Because the gas is doing chemistry and mechanics simultaneously, the choice you make ripples through speed, edge quality, and cost. It also has to be clean: contaminants in the gas stream show up as poor edges and inconsistent cuts.
Purity requirements
Gas | Minimum purity | Why it matters |
|---|---|---|
| Oxygen (O₂) | 99.97% | Stabilizes the exothermic reaction and edge consistency. |
| Nitrogen (N₂) | 99.99% | Even trace oxygen discolors the edge, defeating inert cutting. |
Oxygen (O₂): Reactive Cutting
How it works
As the beam heats the steel to ignition temperature, oxygen reacts with the iron to form iron oxide and release energy. That extra heat lets a given laser power push through thicker plate than it could with an inert gas. The trade-off is that the same reaction oxidizes the cut edge.
Edge characteristics
• Dark, oxidized surface with visible heat tint
• An oxide scale layer along the cut face
• A larger heat-affected zone than nitrogen cutting
Practical impact: that oxide layer usually must be removed before painting, powder-coating, or welding — which is where the hidden labor cost comes in.
Best applications
• Mild steel and carbon steel
• Thick plate, generally above 1/4″
• Structural components where the edge is hidden, machined, or cleaned later
Speed, pressure, and cost at a glance
Parameter | Oxygen |
|---|---|
| Cutting speed | Fastest option on thick mild steel |
| Pressure | Low — roughly 3–10 bar (43–145 psi) |
| Gas cost | Low, on the order of ~$1/hour |
| Post-processing | Often required (grinding/deburring oxide) |
Nitrogen (N₂): Inert Cutting
How it works
Because there is no exothermic boost, all the cutting energy comes from the laser. That demands higher gas pressure to clear the melt and, on thick material, slower speeds. In exchange, the edge comes off the table essentially finished.
Edge characteristics
• Bright, clean, metallic finish
• No discoloration or oxide scale
• Weld-ready and coating-ready straight off the machine
Best applications
• Stainless steel (preserves corrosion resistance)
• Aluminum, brass, and copper
• Cosmetic and visible parts, food-grade, and architectural work
Speed, pressure, and cost at a glance
Parameter | Nitrogen |
|---|---|
| Cutting speed | Slower on thick mild steel; consistent across thicknesses |
| Pressure | High — roughly 15–30 bar (217–435 psi) |
| Gas cost | Significantly higher than oxygen |
| Post-processing | Minimal to none |
Nitrogen vs Oxygen: Side-by-Side
Metric | Oxygen (O₂) | Nitrogen (N₂) |
|---|---|---|
Cutting mechanism | Reactive (exothermic, adds heat) | Inert (mechanical ejection only) |
Cutting speed | Faster on thick mild steel | Slower on thick; steady across gauges |
Edge appearance | Dark, oxidized, heat tint | Bright, clean, metallic |
Dross / burr | More likely | Minimal |
HAZ size | Larger | Smaller |
Gas cost | Low (~$1/hr) | Significantly higher |
Pressure | 3–10 bar (43–145 psi) | 15–30 bar (217–435 psi) |
Post-processing | Often needed | Minimal |
Weld-ready | No — needs cleanup | Yes |
Coating compatibility | Poor without oxide removal | Excellent |
Purity required | ≥ 99.97% | ≥ 99.99% |
Material-Specific Recommendations
Mild steel and carbon steel
Stainless steel
Aluminum
Use nitrogen for clean edges. Compressed air is a strong lower-cost alternative on thinner gauges — on 1/8″ aluminum it can deliver roughly a 150% speed increase — provided the air is properly dried (see cost strategies).
Brass and copper
Use nitrogen. These highly reflective metals are demanding to cut; the inert, high-pressure nitrogen stream gives the cleanest, most reliable result.
Mixed Gas: The Emerging Third Option
For years the choice was binary. A newer approach blends oxygen and nitrogen to capture the best of both: enough oxygen to keep up productivity, enough nitrogen to suppress oxidation and burrs. For high-volume mild steel, it is increasingly the smartest answer.
What the data shows
Mixed gas vs. | Result |
|---|---|
| Oxygen | ~1.7x more parts, with no oxidation |
| Compressed air | ~28% more parts |
| Nitrogen | Same speed, superior edge (no burrs or dross) |
How to calculate cost per part
Free Tools to Make the Call
Frequently Asked Questions
Can I cut stainless steel with oxygen to save money?
Which gas is cheaper for laser cutting: nitrogen or oxygen?
What is the best assist gas for cutting mild steel?
Does nitrogen or oxygen cut faster?
What is mixed gas in laser cutting?
What gas purity do I need?
latest contents